Engineered for ultimate precision, low-dead-space dosage delivery, and absolute structural safety. Approved for rapid distribution across NHS trusts and private London healthcare facilities.


As one of the world's most sophisticated and densely concentrated healthcare networks, Greater London's clinical ecosystem demands unprecedented standards of sterility, material biocompatibility, and supply chain resilience. The Greater London Area—encompassing major NHS Trusts, private clinics along Harley Street, and world-class biomedical research institutions—consumes hundreds of millions of sterile hypodermic and prefilled syringes annually. Achieving superior therapeutic outcomes while mitigating nosocomial infections requires a robust alignment with leading medical device manufacturers.
In the post-Brexit healthcare climate, regulatory compliance, zero-defect processing, and continuous supply guarantees are non-negotiable parameters for UK pharmaceutical procurers. Our sterile injection syringes are designed from the ground up to address these precise concerns, offering low dead space (LDS) design elements to prevent costly vaccine wastage, exceptionally smooth plunger displacement, and clear volumetric graduation for clinical absolute precision.
The Medicines and Healthcare products Regulatory Agency (MHRA) maintains stringent requirements for medical consumables distributed in England, Wales, and Scotland. Our sterile syringes are constructed in strict alignment with these evolving regulatory landscapes.
By implementing a proactive dual-certification pathway (CE & UKCA), we ensure that London hospital networks, private clinics, and local distributors bypass import bottlenecks and enjoy rapid, reliable clearing through UK ports of entry.
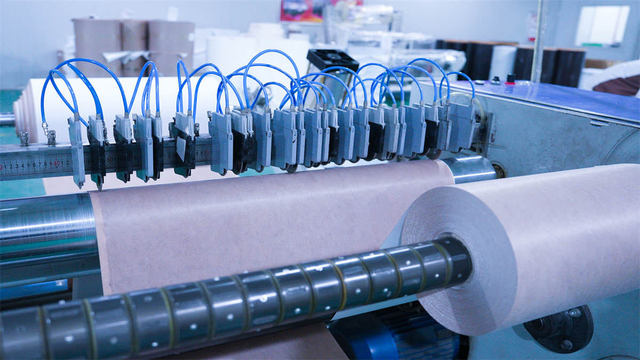
Expanding the boundaries of clinical execution through automated packaging technology, advanced radiological systems, and precision anesthesia modules serving Greater London institutions.



A Comprehensive Industry Whitepaper for Biomedical Engineers, Pharmaceutical Wholesalers, and Healthcare Procurement Officers in the United Kingdom.
Modern sterile injection syringes are no longer regarded as simple passive conduits for medication; they are dynamic, highly engineered drug-delivery interfaces. The selection of materials is paramount to clinical success. Our syringes are built utilizing medical-grade polypropylene homopolymer and copolymer configurations. Unlike generic polymers, these raw materials do not contain harmful plasticizers, phthalates, or bisphenols, thereby guaranteeing a minimal extractables and leachables (E&L) profile.
During the design phase, components undergo intense chemical stress testing to evaluate interaction profiles with standard intravenous solutions, complex biological formulations, and aggressive acidic/alkaline compounds. For prefilled systems, we analyze the micro-migration of silicone oil lubrication. Through advanced gas chromatography-mass spectrometry (GC-MS) and inductively coupled plasma mass spectrometry (ICP-MS), we verify that silicone layer application remains within strict regulatory margins (less than 0.25 mg/cm²), eliminating the risk of subvisible particulate formation and subsequent protein aggregation in sensitive biopharmaceutical applications.
In high-stakes immunization campaigns and specialized oncology clinics throughout London, fluid retention within the syringe hub represents a substantial financial and clinical loss. Standard syringes retain upwards of 0.08 mL of fluid post-expulsion, known as the "dead space." In mass vaccination efforts, this structural inefficiency can translate to thousands of lost doses per million patients.
Our low dead space (LDS) engineering integrates a highly customized plunger tip that directly conforms to the interior geometry of the syringe nozzle. By minimizing the dead-space volume to less than 0.01 mL, clinicians are empowered to maximize dose recovery, enabling up to an extra dose extraction from standard multi-dose drug vials. This mathematical efficiency has become highly valued by the NHS and private clinical groups aiming to maximize operational budget deployment while maintaining absolute dosage safety.
| Syringe Type / Metric | Dead Space Volume (Average) | Dose Efficiency Yield | Primary Clinical Use-Case | |
|---|---|---|---|---|
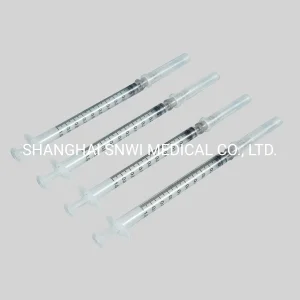
| Standard Luer Lock Syringe | ~0.075 mL - 0.090 mL | Baseline Control | General IV Fluid Injection & Reconstitution | Excellent for standard hospital infusions |
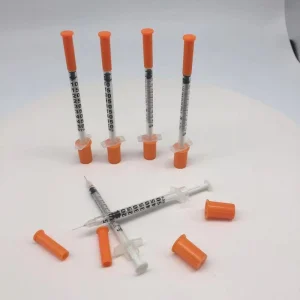
| Low Dead Space (LDS) Safety Syringe | < 0.015 mL | +15% to 20% Doses Saved | Mass Immunization / Specialized Vaccine Delivery | Widely adopted for London clinic networks |
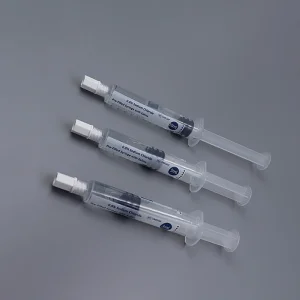
| High-Precision Prefilled Syringe | < 0.005 mL | +25% Doses Saved | Monoclonal Antibodies & High-Cost Biologics | Ideal for Harley Street specialty practices |
Every syringe that leaves our 26,000 square meter facility has been produced under strict environmental monitoring protocols. Our cleanrooms are built to Class 100,000 (ISO Class 8) cleanliness guidelines, featuring high-efficiency particulate air (HEPA) filtration systems that change the atmospheric volume up to 25 times per hour. Continuous particle counting sensors ensure that particulate concentrations remain strictly within predefined statutory limits.
Beyond physical particle control, our microbial bioburden program demands weekly microbiological monitoring of surfaces, machinery, and personnel apparel. Through a highly automated assembly process—where precision injection molding machines feed directly into inline robotic assembly cells—human contact with internal component parts is entirely eliminated. This minimizes initial bioburden counts prior to ethylene oxide (EO) sterilization, ensuring that our sterility assurance level (SAL) routinely surpasses 10⁻⁶, satisfying the rigorous expectations of UK infection control leads.
Accidental needle-stick injuries represent one of the most critical occupational hazards faced by nursing staff in high-throughput London emergency rooms. Our premium safety syringe designs feature automated active or passive retraction technologies. As the plunger is completely depressed, it activates an internal spring mechanism that draws the needle safely back into the barrel, neutralizing any threat of accidental stick injuries or cross-contamination.
Additionally, our auto-disable (AD) syringe architectures prevent the illicit reuse of single-use medical devices in community clinics. A integrated locking ring on the interior of the barrel automatically locks the plunger in place once depressed, rendering the syringe structurally inoperable. This feature is heavily mandated for global immunization platforms and plays an active role in public health preservation.
As the global medical sector moves rapidly toward carbon neutrality, the environmental footprint of single-use medical plastics has become a central point of review. The NHS England "Delivering a Net Zero National Health Service" initiative places massive weight on sustainable supply chains. Our continuous research and development roadmap features two critical pillars of innovation:
Bio-based Polypropylene (Bio-PP): We are actively experimenting with renewable, plant-derived polyolefins that maintain identical structural and chemical properties to traditional medical plastics but feature a drastically reduced carbon emissions footprint during raw material extraction.
GS1 Intelligent Datamatrix Serialization: To enable flawless trace-and-recall capabilities across complex medical logistics networks, we are integrating high-resolution, unique QR/Datamatrix codes on individual syringe blister packs. This allows hospital inventory databases in London to scan and verify sterility dates, batch numbers, and origin credentials instantaneously, preventing counterfeit distribution and automating recall logistics at the ward level.
A Globally Trusted Medical Consumables Manufacturer Championing Innovation, Quality Control, and Professional OEM/ODM Logistics.
Established in 2011 and located in Hangzhou, China, Hangzhou JZCare Medical Co., Ltd. integrates research and development, precision injection molding, automated production, sterilization processing, and global OEM/ODM services. Operating a modern manufacturing facility covering approximately 26,000 square meters with more than 300 employees, the company maintains advanced cleanroom workshops and strict quality control systems. With an annual production capacity exceeding 1.5 billion units of disposable medical products, JZCare supplies premier hospitals, clinics, laboratories, and healthcare distributors worldwide.









Answering high-intent questions from clinical engineers and healthcare purchasing directors regarding our supply capabilities to London.
Explore our complete range of specialized prefilled systems, diabetic care needles, and medical-grade saline flush solutions.






Integrate our precision, high-capacity medical consumable manufacturing assets into your hospital network or wholesale distribution channel.
Send Inquiry Now