In the contemporary global healthcare ecosystem, the demand for CE Certified Blood Bags has transcended basic storage needs, evolving into a complex nexus of safety, biocompatibility, and supply chain resilience. As of 2024, the global blood bag market is projected to witness a CAGR of 8.5%, driven by the rising incidence of blood-related disorders, increasing surgical procedures, and the stringent regulatory frameworks introduced by the EU Medical Device Regulation (MDR).
Major procurement hubs in North America, Europe, and Asia-Pacific are shifting their focus toward DEHP-free and PVC-alternative materials. This shift is not merely environmental but is rooted in patient safety, aiming to minimize the leaching of plasticizers into blood components during long-term storage. For industrial purchasers, the challenge lies in balancing cost-efficiency with uncompromising adherence to "Leachables and Extractables" (L&E) safety profiles.
We provide comprehensive solutions that integrate blood bags with digital tracking systems (RFID/Barcoding), ensuring 100% traceability from donor to recipient. This reduces transfusion errors and optimizes inventory management for national blood banks.
Our blood bags are engineered for structural integrity under extreme temperatures (-80°C for plasma). We offer consultative services for optimizing the logistical "Cold Chain," ensuring that biological efficacy is maintained throughout the transit.
As the industry moves toward universal pathogen inactivation (PI), our bag materials are tested for UV-transparency and chemical resistance, facilitating seamless integration with INTERCEPT or Mirasol systems.
The current industry standard focuses on quadruple and quintuple bag systems with integrated Leukocyte Depletion Filters. Our manufacturing utilizes High-Precision Automated HF Welding to ensure leak-proof seals and consistent chamber volumes. Anticoagulants like CPDA-1 and additive solutions like SAGM are formulated in-house to pharmaceutical-grade standards.
The next frontier involves "Active Packaging" for blood. Research is underway into heparin-grafted inner surfaces to minimize platelet activation and "Oxygen-Scavenging" layers to extend the shelf-life of packed red blood cells beyond the current 42-day limit. As a leading manufacturer, we are investing in pilot lines for biodegradable medical polymers to address the incineration waste challenges in hospitals.
Hangzhou JZCare Medical Co., Ltd. is a professional medical consumables manufacturer specializing in disposable medical syringes, sterile injection devices, and high-quality healthcare disposable products for global medical markets. Established in 2011 and located in Hangzhou, China, the company integrates research and development, precision injection molding, automated production, sterilization processing, and global OEM/ODM services.
JZCare operates a modern manufacturing facility covering approximately 26,000 square meters with more than 300 employees, including experienced engineers, quality inspectors, and production specialists. The factory is equipped with advanced cleanroom workshops, fully automated assembly lines, and strict quality control systems to ensure product safety, consistency, and compliance with international medical standards. Annual production capacity exceeds 1.5 billion units of disposable medical products, supplying hospitals, clinics, laboratories, and healthcare distributors worldwide.
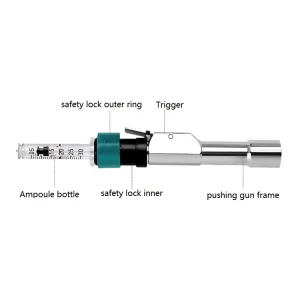
The company’s core product range includes disposable syringes, hypodermic syringes, safety syringes, insulin syringes, luer lock and luer slip syringes, and various sterile medical injection consumables. By adopting high-precision manufacturing technology, medical-grade materials, and rigorous sterilization processes, JZCare ensures reliable performance and patient safety in every product.







Operating in the high-stakes medical field requires more than just manufacturing; it requires an intimate understanding of Regional Regulatory Science. Our blood bags and syringes are registered in over 50 jurisdictions, including FDA (USA), CE (EU MDR), and ANVISA (Brazil). We provide localized technical dossiers, clinical evaluation reports (CER), and Post-Market Surveillance (PMS) data to support our distributors during the registration phase.
Compliance with the latest Class IIb requirements, including extensive biocompatibility testing and rigorous UDI labeling.
Adherence to 510(k) clearances and Quality System Regulations (QSR) for high-performance medical consumables.
Localized logistics support and Halal-compliant material sourcing where applicable for regional healthcare needs.