Explore our curated selection of high-precision sterile dental, medical, and self-destructing syringes engineered under rigorous QA standards.








How regulatory pressures, advanced raw material sciences, and automation redefine the baseline quality benchmarks for parenteral delivery devices.
Modern clinical sectors demand zero-defect tolerances. Under US FDA 21 CFR Part 820 and EU MDR 2017/745, manufacturers must support robust data integrity across automated production pipelines, verifying biocompatibility and exact dimensional compliance.
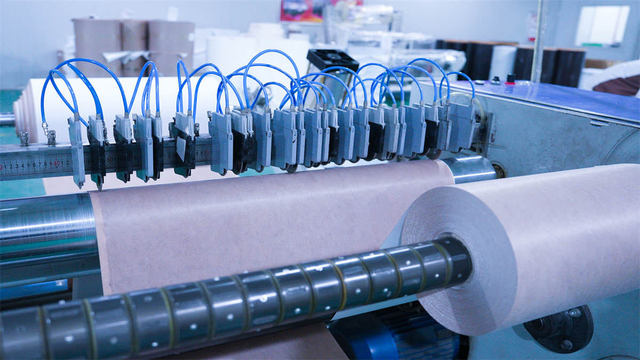
Integration of high-speed machine vision sensors at the molding and injection levels minimizes critical human error. Advanced optical cameras analyze dimensional uniformity of needle points, hubs, and scales, isolating defects at rates exceeding 600 components per minute.
Syringes must feature inert rubber plungers and barrels. Manufacturers implement comprehensive chemical profiling assays via gas chromatography-mass spectrometry (GC-MS) to guarantee zero interference between polymers and volatile drug formulations.
From vaccination setups to complex local anesthetic procedures in dental settings, the syringe is more than a container; it is an ultra-precise mechanical delivery instrument. Minor deviations in silicone coating thicknesses, plunger resistance, or structural rigidity can lead to dosing anomalies or failures during automated delivery. Therefore, leading syringe factories invest in integrated, closed-loop feedback manufacturing systems where quality assurance resides inside every phase—from micro-molding to individual blister packing.
Understanding physical, chemical, and biological testing indicators required under ISO 7886 and ISO 80369 standards.
| ISO standard / Reference | Evaluation Parameter | Testing Method | Defect Risk Mitigated |
|---|---|---|---|
| ISO 7886-1 | Plunger Gliding & Breakout Forces | Mechanical force-gauge extrusion analysis | Dosing surges, manual discomfort, delivery jamming |
| ISO 80369-7 | Luer Lock Dimension / Conical Fitting | Pneumatic pressure drop / fluid leakage assays | High-pressure pharmaceutical leakage & disconnects |
| ISO 11135 | Ethylene Oxide Sterilization Validation | Biological indicators (B. atrophaeus) & gas chromatography | Nosocomial infections, microbial contamination |
| ISO 10993-5 | In Vitro Cytotoxicity / Biocompatibility | Cell growth inhibition and microscopic observation | Systemic patient toxicity, localized tissue reaction |
Established in 2011, JZCare Medical has grown into a cornerstone global manufacturer, delivering advanced sterile injection products and medical consumables across international supply lines.
Hangzhou JZCare Medical Co., Ltd. operates a highly advanced facility covering approximately 26,000 square meters. Backed by over 300 experienced technical professionals, engineering specialists, and strict quality inspectors, JZCare has scaled its capacity to exceed 1.5 billion units annually.
Their core production encompasses high-precision disposable medical syringes, safety/retractable units, luer slip and luer lock variations, insulin dosing solutions, and specialized veterinary lines. By implementing medical-grade materials, zero-touch automated assembly systems, and Class 100,000 cleanroom environments, JZCare achieves unmatched structural integrity and reliable clinical performance in every piece shipped.
Every batch undergoes rigorous quality assurance controls—including incoming raw material testing, online vision inspection during molding, sterile barrier validation, and end-to-end trace documentation. Witness below the scale of technology deployed in JZCare's manufacturing facilities:









How modern manufacturers are gearing up for the 2025-2030 pharmaceutical demands, including smart connected delivery and green materials.
Integration of digital and RFID trace elements into prefilled syringes to track biological drug administration, monitoring precise dosage timelines for complex patient populations.
Adoption of advanced COP polymers to minimize carbon footprint while retaining glass-like optical clarity and extreme resistance to mechanical structural changes.
Leveraging machine learning-driven neural networks to scan needle sharpness and bevel structural orientation in real-time, eliminating tactile discomfort during injection.
Different healthcare landscapes enforce distinctive certification pathways. Below is the localization support structure provided to regional distribution partners.
Full support with comprehensive Technical Documentation (TD) structures, Post-Market Clinical Follow-up (PMCF) plans, and ISO 13485:2016 certification compliance for flawless clearance at European custom channels.
Access to detailed Device Master Files (DMF), biological testing data, and biocompatibility studies in compliance with FDA 510(k) clearance demands for high-volume healthcare distributions.
Integration of Pre-qualified Quality Systems (PQS) documentation, ensuring safety syringes (AD/RUP) align with international immunization campaign requirements launched by UNICEF and WHO.
We answer the critical technical and quality control questions raised by clinical buyers and QA engineers.
Variations in gliding force are primarily driven by the precision of internal silicone oil deposition and the composition of the rubber plunger. High-tier factories utilize automated micro-spray nozzles to deliver a uniform layer of medical-grade silicone lubricant (typically polydimethylsiloxane) inside the PP barrel, keeping activation forces (F_a) and continuous gliding forces (F_g) steady, which prevents dosing surges during slow manual or automated micro-infusions.
Compliance is tested under ISO 80369-7. Mechanical tests are conducted to evaluate axial detachment force, unscrewing torque, and resistance to override. Syringes are subjected to air and water leak tests under specific pneumatic pressure conditions (typically up to 300 kPa) to ensure zero drop-leakage or seal failures in complex pressure scenarios, such as contrast medium infusions or dental irrigation processes.
Before undergoing Ethylene Oxide (EO) or Gamma-ray sterilization, the initial bioburden is audited to ensure it remains below 100 CFU (Colony Forming Units) per device. Post-sterilization, the product must guarantee a Sterility Assurance Level (SAL) of 10^-6, alongside pyrogen-free results—validated via Limulus Amebocyte Lysate (LAL) testing to keep endotoxins under 20 USP Endotoxin Units per device.
Medical-grade Polypropylene (PP) is highly preferred due to its optical clarity, chemical inertness, and structural stability during EO gas sterilization. High-purity PP contains zero toxic additives or heavy metals, which is verified by conducting extensive extractable and leachable (E&L) studies under ISO 10993-18. This guarantees zero molecular migration into stored therapeutic fluids, maintaining drug integrity and patient safety.
Discover our advanced safety-engineered, micro-dosing insulin, and professional veterinary application product configurations.







