Safety Syringe Glide Needle Factory wholesale Disposable Medical

Jp Type 10cc Transparent Dispensing Syringe Barrels Empty Plastic Needle Tube

Disposable Sterile Medical Tuberculin Syringe with Luer Slip Tip

Aspirating Dental Syringe Stainless Steel Anesthetic Syringe Dental Surgical Instrument OEM Quality

LINUO Ready-to-Use USP Type I Borosilicate Prefilled Cosmetic Syringe Sterile Prefilled Syringe

Dental Cartridge Anesthesia Syringe 1.8ml For European And American Needles Ce Dental Equipments

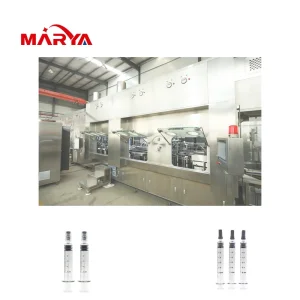
Precision Syringe Needle Production System for Global Markets
In the contemporary global healthcare landscape, the role of a Syringe Storage Case Manufacturer has evolved from a simple provider of plastic containers to a critical link in the aseptic supply chain. As medical technology advances, the demand for precision-engineered storage solutions that ensure sterility, structural integrity, and ease of access has reached unprecedented levels. This white paper explores why China, specifically through industry leaders like Hangzhou JZCare Medical Co., Ltd., has become the epicenter of this industrial excellence.
Hangzhou JZCare Medical Co., Ltd. stands as a beacon of professional medical consumables manufacturing. Established in 2011 in the industrial hub of Hangzhou, China, the company has synthesized decade-long expertise with cutting-edge technology.
JZCare operates cleanroom workshops that adhere to rigorous international standards. By integrating precision injection molding and fully automated assembly lines, JZCare ensures that every disposable syringe, whether it be a Luer Lock, Luer Slip, or a specialized safety syringe, meets the uncompromising safety requirements of the global medical market. The facility's scale allows for massive throughput, catering to hospitals, laboratories, and global distributors with unmatched efficiency.
The global market for syringe storage and medical injection devices is undergoing a paradigm shift. With the rise of chronic diseases like diabetes requiring self-administration and the expansion of immunization programs worldwide, the "Search Intent" for medical procurement has shifted toward reliability, compliance, and information gain. Buyers are no longer looking for just a product; they are looking for a partner with E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness).
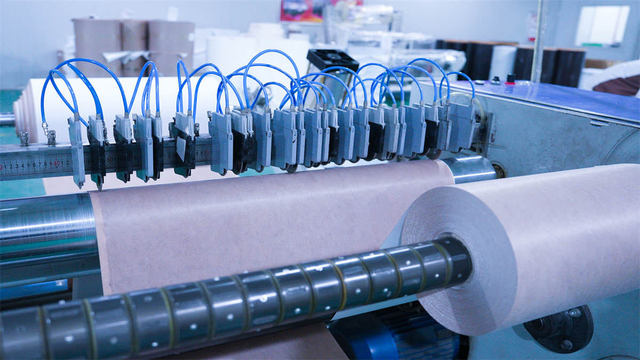
China's dominance as a medical exporter is not merely about cost. It is about the ecosystem of innovation. Chinese factories have perfected the balance between high-volume production and surgical-grade precision. From raw material sourcing (medical-grade PP and stainless steel) to the final sterilization (EO or Gamma), the integrated supply chain minimizes lead times and maximizes quality control.
The technical roadmap for syringe storage cases and injection devices is currently focusing on three key pillars:
High-capacity storage systems designed for rapid-access trolley integration, ensuring nurses can retrieve sterile safety syringes without compromising the sterile field.
Discrete, portable storage cases for prefilled insulin or cosmetic syringes, focusing on UV protection and temperature stability for travel.
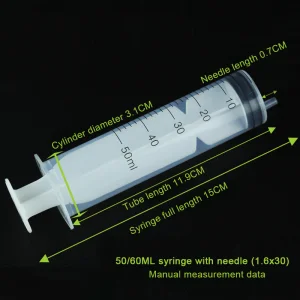
Heavy-duty storage solutions for 60ml large-bore syringes used in animal health and industrial dispensing, emphasizing durability and impact resistance.







For a global exporter, compliance is the ultimate currency. JZCare's commitment to excellence is validated by its rigorous adherence to CE certification and GMP standards. Our products undergo multi-stage testing, including leak tests, plunger friction analysis, and dose accuracy verification. This ensures that every unit—from a simple tuberculin syringe to a complex prefilled system—is safe for end-user application.
A: China offers an unparalleled combination of vertical integration, advanced automated infrastructure, and cost-efficiency. Manufacturers like JZCare provide extensive OEM/ODM flexibility, allowing for custom sizing and branding while maintaining strict international quality standards like ISO and CE.
A: We utilize state-of-the-art Ethylene Oxide (EO) sterilization processing in-house. Every batch is tracked with chemical indicators and biological monitoring to ensure 100% sterile integrity before leaving our 26,000 sqm facility.
A: Yes. With an annual production capacity exceeding 1.5 billion units, we are equipped to handle large-scale global tenders and private-label requirements with stable lead times and professional logistics support.
A: We use high-transparency, medical-grade Polypropylene (PP) that is biocompatible and resistant to chemical interactions, ensuring the safety of the medication and the patient.