Browse our highly optimized selection of clinical and industrial syringe systems, manufactured in state-of-the-art cleanrooms and validated under stringent European and US standards.
In modern clinical therapies and pharmaceutical developments, ensuring absolute sterility is not merely a quality control checkpoint—it is the baseline of medical efficacy. The global market for disposable syringes and medical consumables is expanding rapidly, driven by the mass rollout of biological therapies, localized vaccination campaigns, and the rising prevalence of chronic conditions like diabetes which dictate the continuous use of specialized injectors like the Safety U-100 Insulin Syringe.
Sterility Assurance Level (SAL 10⁻⁶) is the globally mandated standard indicating that the probability of a single viable microorganism remaining on a sterilized medical device is one in a million. Reaching this target requires rigorous, highly specialized sterilization techniques configured dynamically to match the chemical, thermal, and physical profiles of the raw materials.
China has established itself as the global epicenter for medical-grade plastic and borosilicate glass syringe manufacturing. Capitalizing on complete supply chains, specialized ISO-certified facilities, and leading-edge gas, radiation, and thermal sterilization infrastructure, manufacturers provide clinical-grade products globally under certifications like CE, FDA 510(k), and ISO 13485.
Selecting the appropriate sterilization pathway directly dictates the mechanical, aesthetic, and toxicological properties of the final product. A mismatch in engineering choices can lead to device failure, such as:
Understanding the parameters, benefits, and industrial trade-offs of modern sterilization technologies allows medical distributors and engineering managers to specify the optimal protocol for their specific procurement needs.
| Sterilization Method | Primary Applications | Material Compatibility | Aeration / Cycle Time | Key Standard Compliance | Critical Engineering Advantages |
|---|---|---|---|---|---|
| Ethylene Oxide (EO/ETO) | Bulk plastic syringes, insulin needles, blister-packed consumables | Excellent for plastics (PP, PE, PC), metals, and rubber | High (requires 12–48 hours for gas desorption) | ISO 11135 | Zero polymer degradation; penetrates complex pre-packaged assemblies without structural stress. |
| Gamma Irradiation (Cobalt-60) | Prefilled syringes, dental instruments, animal health vaccines | Glass, surgical steel, radiation-stabilized polymers | Immediate (zero residue, zero quarantine) | ISO 11137-1 / -2 | Highly reliable deep penetration; ideal for inline production scaling and hermetically sealed packs. |
| Electron Beam (E-Beam) | High-throughput plastic syringes, lab diagnostic consumables | Plastics, specific elastomer seals, specialized polymers | Immediate (instant treatment) | ISO 11137-1 / -3 | Higher dose rate and lower exposure time than Gamma, minimizing potential polymer degradation. |
| Steam Autoclave (Thermal) | Reusable stainless steel instruments, glass syringes | Borosilicate glass, medical-grade stainless steel (304/316) | Short (cooling/drying required) | ISO 17665 | Eco-friendly, chemical-free process; highly economical for heavy-duty reusable clinical configurations. |
The medical syringe manufacturing segment is moving away from classic "run-of-the-mill" production toward smart, eco-efficient, and highly compliant validation processes.
Rising environmental restrictions on Ethylene Oxide gas emission systems are pushing top-tier Chinese manufacturers to invest in advanced, high-energy Electron Beam (E-Beam) generators. E-beam offers rapid processing loops, zero chemical outgassing requirements, and a dramatically reduced carbon footprint.
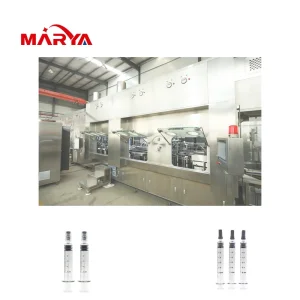
High-value pharmaceuticals (biologics, targeted cosmetic oils, anesthetics) demand advanced, automated dosing methods such as the Marya Aseptic Syringe Dosing System. By completing filling and sealing in isolation barriers under sterile air flow, post-assembly sterilization strain on sensitive molecules is completely avoided.
Global buyers require rigorous bioburden monitoring before sterilization validation. Top factories deploy Class VI medical polymers that undergo comprehensive toxicological and particulate monitoring to prevent pyrogen reactions when fluids interact with syringe plungers and needles.
Sterilization is never a "one-size-fits-all" scenario. Different medical branches present radically unique compliance matrices based on contact duration, substance compatibility, and regulatory risks:
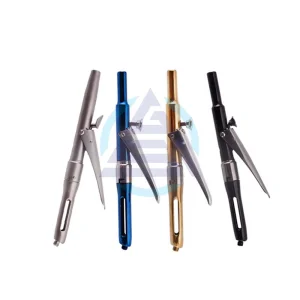
Tools like the Stainless Steel Manual Dental Surgical Aspirating Syringe and Rainbow Titanium Dental Aspirating Syringe are reusable surgical instruments that contact vascular pathways. These devices must be constructed from surgical-grade alloys (like AISI 304 or 316) that tolerate repetitive high-temperature Steam Autoclave processes (121°C to 134°C) without losing structural alignment or corrosion resistance.
Disposable devices like the Tuberculin Syringe Vaccine Syringe 0.05ml 0.5ml and veterinary safety tools are distributed in billions. For these, Ethylene Oxide (EO) gas in high-capacity multi-pallet sterilizers remains the gold standard, providing maximum penetration through dense secondary packaging layers at a highly optimized cost-per-unit ratio.
Prefilled systems utilizing Borosilicate Glass Syringes require complex wash, siliconization, dry-heat sterilization (depyrogenation), and immediate nitrogen-flushed aseptic dosing. This multi-stage process preserves the clinical profile of complex macromolecules and minimizes chemical interactions during extended shelf storage.
If you are importing pre-sterilized clinical syringes into regulated territories like the US (FDA) or Europe (MDR), always confirm that the manufacturing partner provides the following documentation:
Hangzhou JZCare Medical Co., Ltd. is a professional medical consumables manufacturer specializing in disposable medical syringes, sterile injection devices, and high-quality healthcare disposable products for global medical markets. Established in 2011 and located in Hangzhou, China, the company integrates research and development, precision injection molding, automated production, sterilization processing, and global OEM/ODM services.
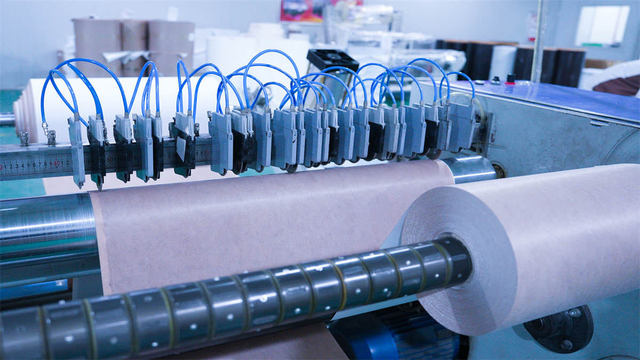
JZCare operates a modern manufacturing facility covering approximately 26,000 square meters with more than 300 employees, including experienced engineers, quality inspectors, and production specialists. The factory is equipped with advanced cleanroom workshops, fully automated assembly lines, and strict quality control systems to ensure product safety, consistency, and compliance with international medical standards.
Annual production capacity exceeds 1.5 billion units of disposable medical products, supplying hospitals, clinics, laboratories, and healthcare distributors worldwide. By adopting high-precision manufacturing technology, medical-grade materials, and rigorous sterilization processes, JZCare ensures reliable performance and patient safety in every single product.
Leveraging advanced sterile process control, our output remains consistent across extensive product batches:
Explore our high-end 26,000m² manufacturing facility. Our cleanroom facilities operate under tight biological control to ensure minimal pre-sterilization bioburden.









Ensuring absolute compliance requires a meticulous, chronological validation process for every production run, spanning raw polymer arrival through final sterile validation release.
Medical-grade polymer checking, glass purity analysis, and pre-production bioburden baseline tracking.
Precision molding and automatic robotic assembly within controlled ISO Class 8 environments to limit particulates.
Individual high-hygiene medical-grade blister packaging to ensure a durable microbiological barrier post-treatment.
Validated Ethylene Oxide (EO) or Radiation cycles monitored by precise internal biological and chemical indicator arrays.
Controlled aeration cycles to clear chemical residuals, followed by rigorous LAL pyrogen testing prior to shipping.
Find direct, scientifically accurate answers to common engineering, regulatory, and validation questions regarding large-scale syringe manufacturing.
Examine our complete industrial catalog, featuring dental anesthetic delivery devices, specialized clinical syringes, and digital high-power medical radiography platforms.